熱処理サイクルが鋼の分子構造をどのように変化させるか:日常の爪切りから学ぶ教訓
鋼は工学分野で最も汎用性の高い材料の一つであり、熱処理サイクルによってその特性は劇的に変化する。これらの制御された加熱と冷却のプロセスは、鉄炭素合金の分子(結晶)構造を再配列し、柔らかく延性のある鋼を硬く耐摩耗性のある材料に、あるいはその逆へと変化させる。
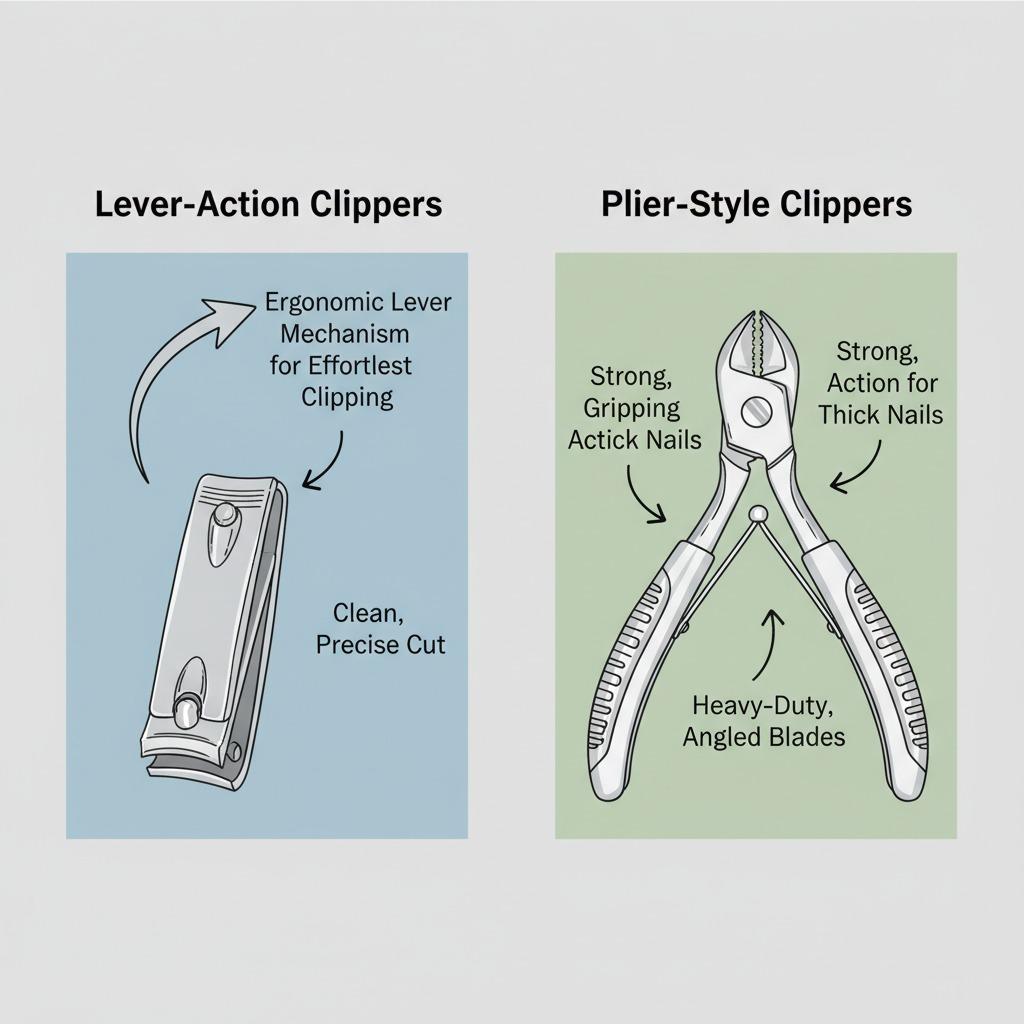
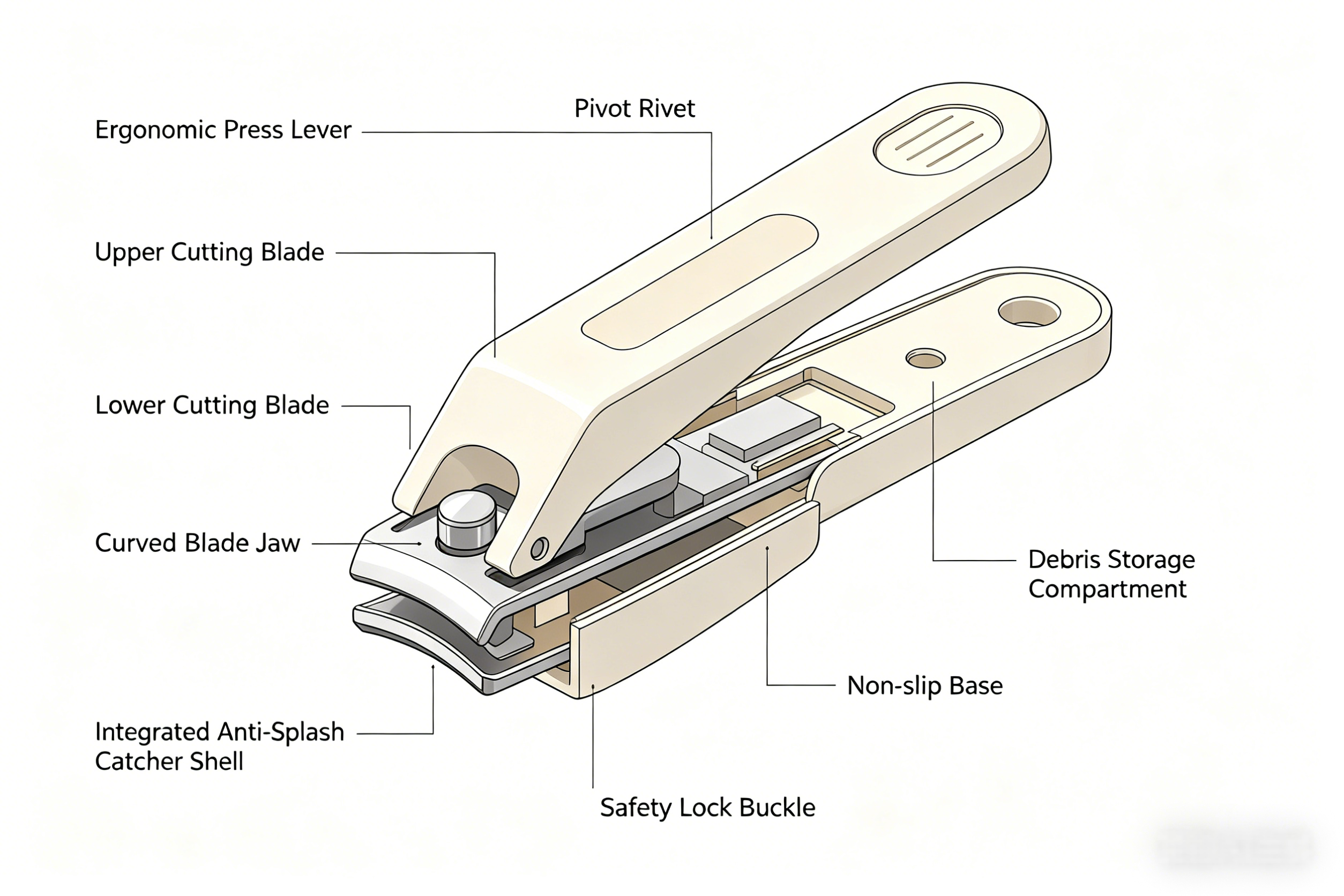
身近な例として、爪切りが挙げられます。刃は、爪をきれいに切ることができ、切れ味が鈍くなりにくいほどの硬さが必要でありながら、欠けにくいほどの丈夫さも求められます。メーカーは、このバランスを実現するために、精密な熱処理に頼っています。
鋼の分子構造を理解する
鋼の基本構造は、鉄に炭素が溶解したものです。室温では、通常以下の成分から構成されています。
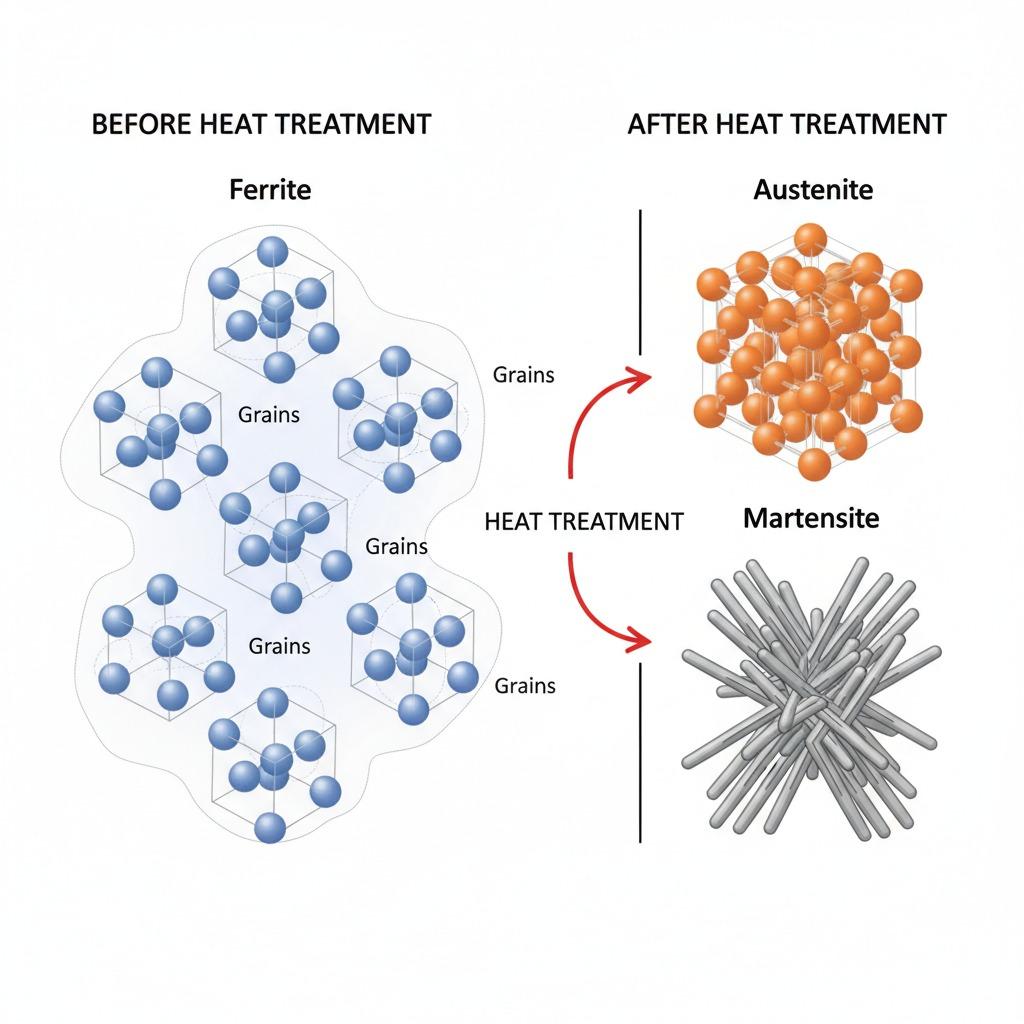
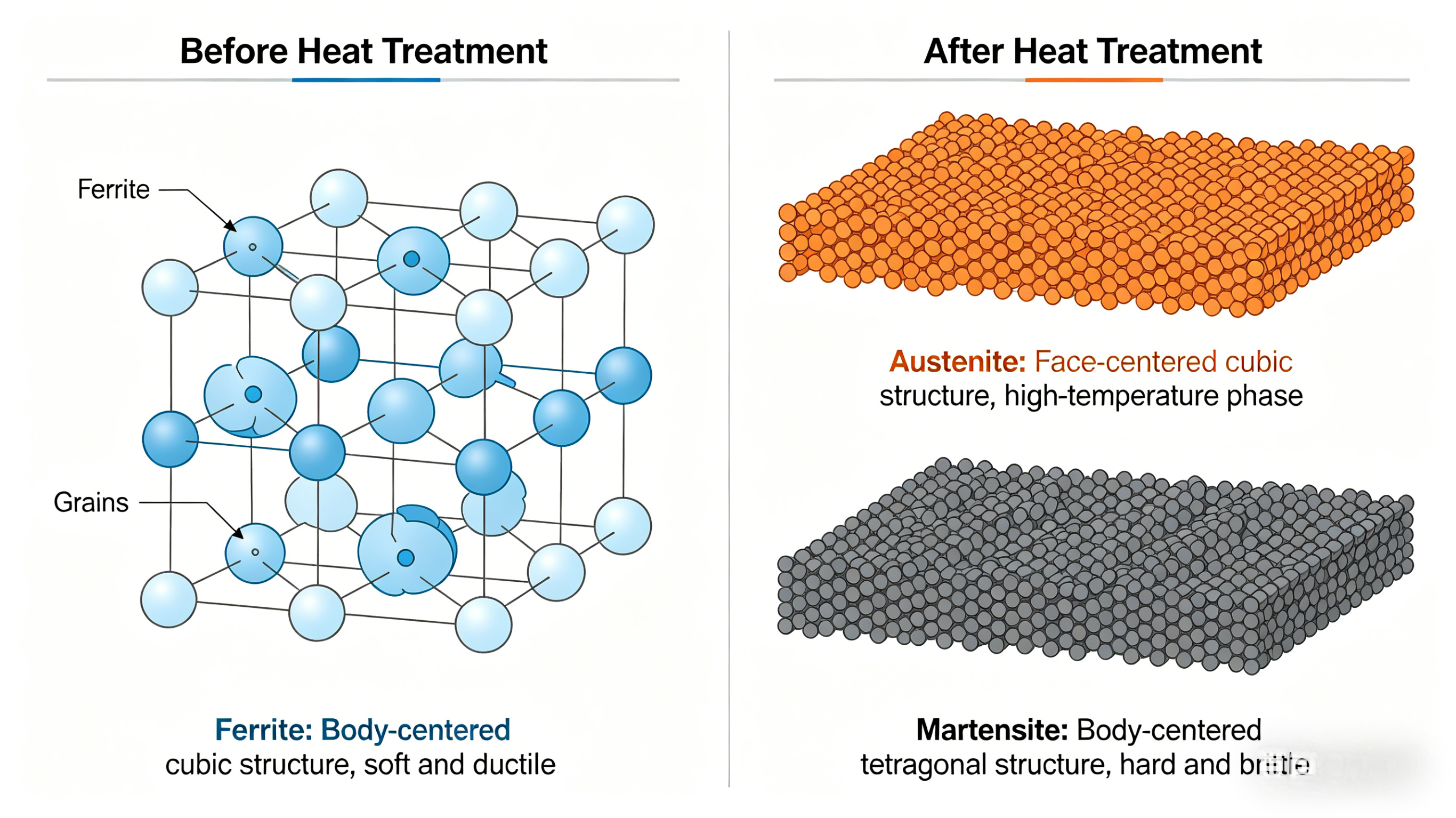
- フェライト(体心立方構造、軟質で延性がある)
- パーライト(フェライトとセメンタイトの層状混合物)
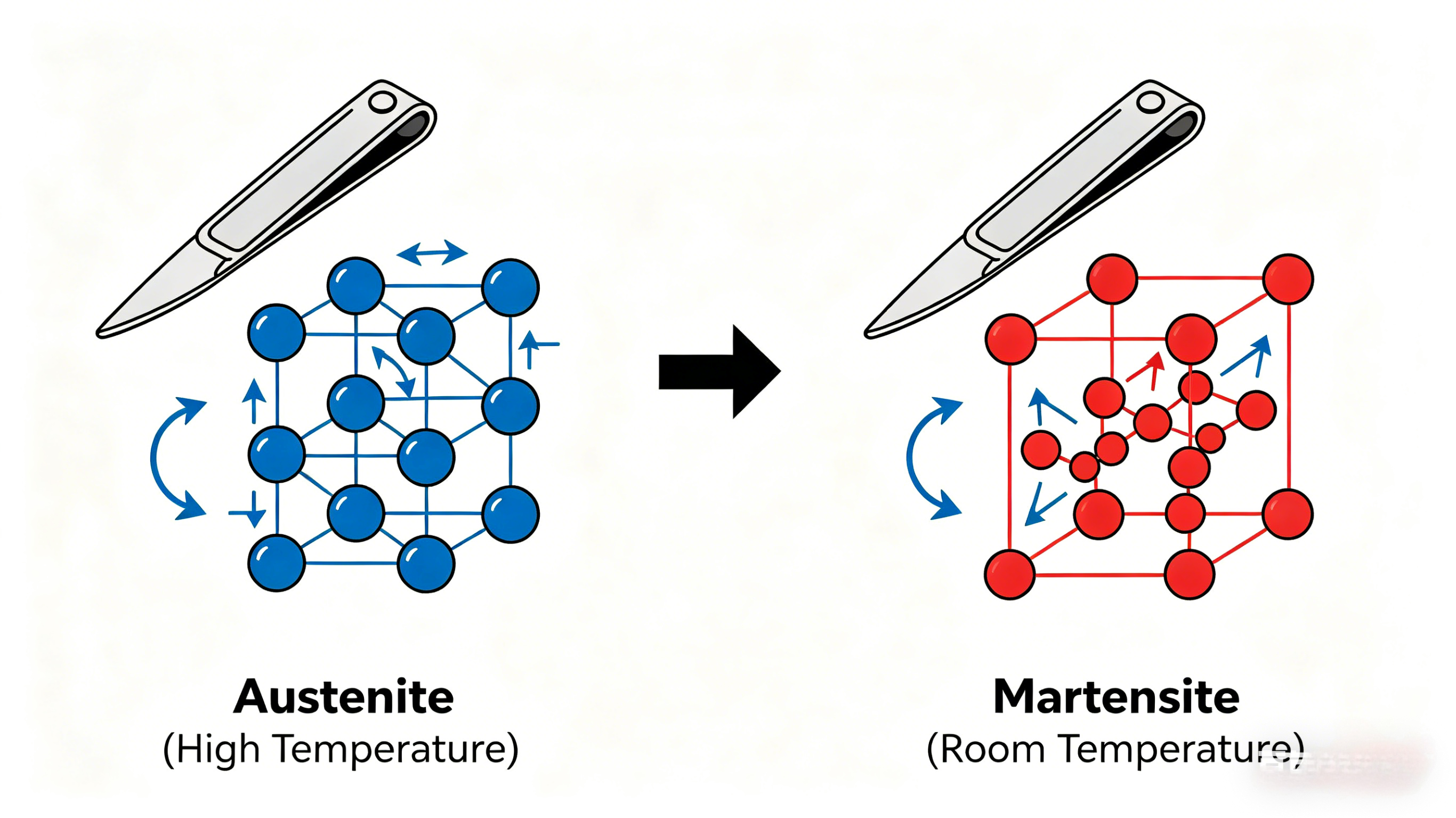
- オーステナイト(面心立方構造、高温で安定)
- マルテンサイト(体心正方晶系、急速に形成されると硬くて脆い)
熱処理は、温度、時間、冷却速度を制御することによって相転移を操作する。
一般的な熱処理サイクルとその影響
主なプロセスは以下のとおりです。
- 焼鈍:約700~900℃(臨界温度以上)まで加熱し、保持した後、炉内でゆっくり冷却する。結果:粗大なパーライト+フェライト → 軟らかく、加工性に優れ、内部応力の低い鋼が得られる。
- オーステナイト化温度まで正規化処理を行い、空冷する。結果:より微細なパーライト構造となり、均一な組織が得られ、焼きなまし鋼よりも靭性が向上する。
- 焼入れ:オーステナイト領域からの急速冷却(油、水、またはポリマーによる冷却)。結果:マルテンサイトの形成→非常に硬いが脆い。
- 焼き戻し:焼入れした鋼を150~650℃に再加熱します。結果:マルテンサイトが部分的に焼き戻しマルテンサイトに変化し、硬度と靭性のバランスが取れます。
爪切り刃は通常、焼き入れと焼き戻し処理を経て、十分な延性を保ちながら高い硬度(ロックウェルC硬度50~60)を実現します。
熱処理効果の比較表
| プロセス | 加熱温度 | 冷却方法 | 一次微細構造 | 硬度 | 延性/靭性 | 爪切りの一般的な使用例 |
|---|---|---|---|---|---|---|
| アニーリング | 700~900℃ | 非常に遅い(炉) | 粗粒パーライト+フェライト | 低い | 高い | 刃物には使用しません |
| 正規化 | 850~950℃ | 空冷 | 微細なパーライト | 中くらい | 中~高 | 構造部品 |
| 急冷 | 800~900℃ | 速やかな(油/水) | マルテンサイト | 非常に高い | 低い | 初期刃硬化 |
| 焼き戻し | 150~650℃ | 空冷 | 焼き戻しマルテンサイト | 高い | 中~高 | 爪切り刃の最終工程 |
| オーステンパリング | 800~900℃ | 塩浴 約300℃ | ベイナイト | 高い | 高い | 高品質で耐久性のあるツール |
爪切り用熱処理サイクルの可視化
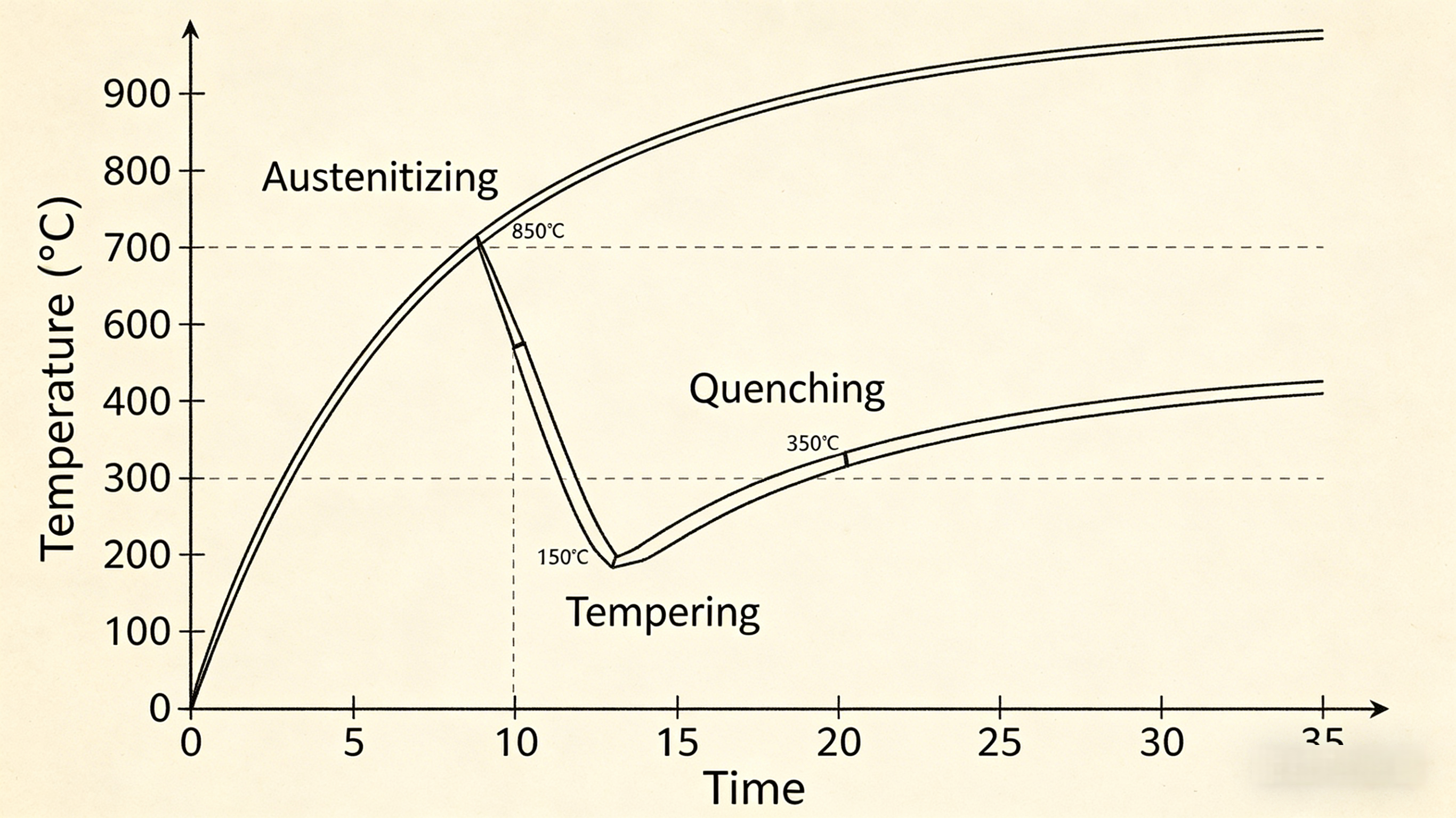
高品質スチール製爪切りにおける典型的な使用サイクル:
- 約850℃でオーステナイト化する
- 油で急冷してマルテンサイトを形成する
- 脆さを軽減するために、約300~400℃で焼き戻しを行う。
- オプションの表面処理または研磨
この工程により、刃は切れ味の持続性と耐衝撃性の完璧なバランスを実現しています。
分子レベルの変化が重要な理由
オーステナイトからマルテンサイトへの変態は、鉄格子に閉じ込められた炭素原子の急激なせん断再配列を伴い、材料を硬化させる巨大な内部応力を生み出します。焼き戻しによって一部の炭素が微細な炭化物として析出し、強度を維持しながら脆性を低減します。
適切な熱処理を施さないと、爪切りは簡単に曲がったり、圧力で折れたりする。
結論
熱処理は科学と芸術の両方の要素を兼ね備えています。ごく普通の鋼鉄を、私たちが日常的に使う高性能部品へと変貌させるのです。次に爪切りを手に取るときには、工場の炉の中で刃が経験する、精緻な分子レベルのプロセスを思い出してみてください。
これらのサイクルを理解することで、エンジニアは外科手術器具から自動車部品まで、より優れたツールを設計できるようになります。冶金学者であれ、ものづくりに携わる人であれ、あるいは単に日常の物に興味がある人であれ、鋼鉄の物語は、温度と時間が原子レベルで物質の運命をどのように書き換えるかを明らかにします。